




Advantages & Features
The ST-MSF-3000 Servo Riveting Machine by SHUNTAI Technology is a high-performance joining solution designed for industries requiring extreme precision, such as aerospace and medical device manufacturing. Unlike traditional systems, this servo-driven unit ensures damage-free and traceable results.
| Icon | Feature | Technical Advantage | Customer Benefit |
|---|---|---|---|
| 🎯 | Zero-Defect Riveting | Servo closed-loop, ±0.01mm repeatability | 100% consistent results, zero scrap |
| 📊 | Process Monitoring | Real-time force-displacement curve analysis | Automatic defect detection, 100% QC |
| 🔄️ | One-Touch Changeover | 200+ recipe storage, HMI interface | 90% less setup time, flexible production |
| 📝 | Full Data Traceability | Complete data log, MES/ERP ready | ISO compliance, quality management |
| ⚙️ | Adaptive Control | Dynamic PID, auto material compensation | Stable performance across materials |
| 💰 | 80% Energy Saving | 80% less energy, <70dB noise | 30% annual energy cost saving |
| 🚀 | 2x Higher Efficiency | Servo direct drive, 100% faster speed | Double output, 50% faster ROI |
| 🔌 | Plug-and-Play | Ethernet/IP, Profinet, Modbus TCP | Easy automation integration |
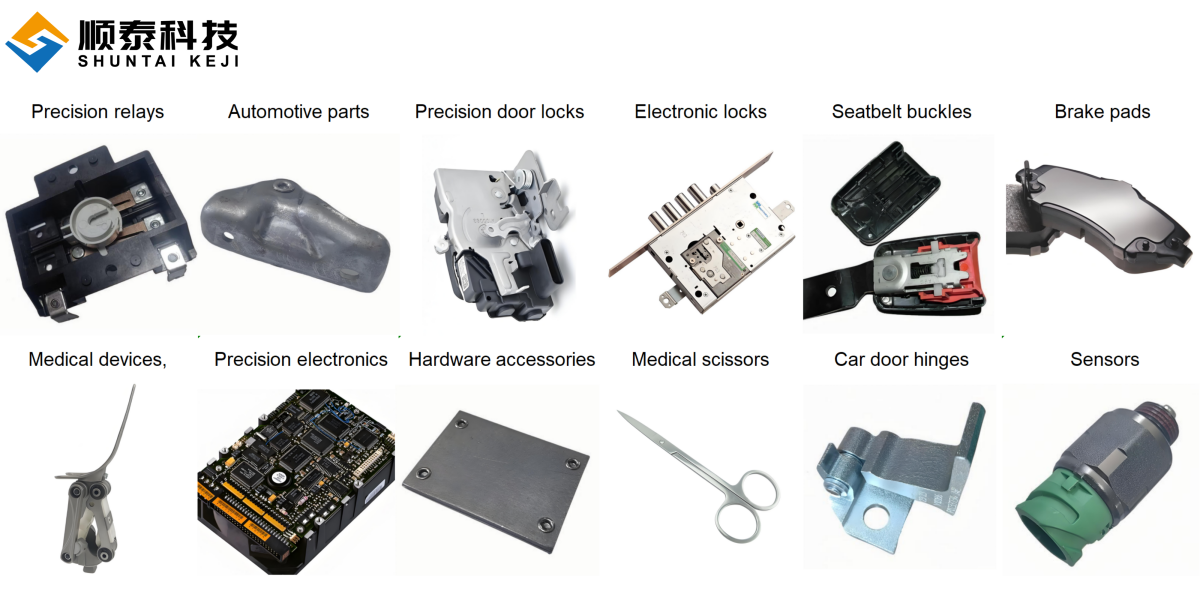
Multi-Industry Precision Component Solutions
Device Function Description

Shun Tai Riveting Machine Specifications Table
Shun Tai Technology riveting machines offer full parameter support, including 3D/2D and more detailed parameter tables. We also provide highly flexible customization services. For detailed parameters, please contact Shun Tai Technology.
| Item | Parameter | Item | Parameter | |
| Pressure Range | 30000N | Minimum Closed Height | 80mm | |
| Stroke | 100mm | Throat Depth | 125mm | |
| Rapid Advance Speed | 0.1 – 75mm/s | Work Table Size | 350 * 250mm | |
| Riveting Speed | 0.01 – 15mm/s | Operating Temperature | -30°C – 50°C | |
| Motor Maximum Speed | 3000rpm | Power Supply | AC110 – 250V, 50/60Hz | |
| Riveting Pressure Holding Time | 0.01 – 99.99s | Power | 1.8 | |
| Position Repeatability Accuracy | ± 0.01mm | Overall Dimensions | 400 * 550 * 1060mm | |
| Pressure Repeatability Accuracy | 1N | Weight | 130kg | |
| Position Resolution | 0.01mm | IO Points | 2/3 pcs | |
| Pressure Resolution | 0.1N | Operation Mode | Manual/Automatic/IO |
Applications of rivets
ST-MSF-3000 servo riveting machine servo riveting machine intelligently adapts to various materials and structures for complex process requirements.
| No. | Material Category | Specific Materials | Supported Structures | Processing States | Process Characteristics |
| 1 | Aluminum & Alloys | Aluminum (Al) Aluminum Alloys | ○ Hollow ◐ Semi-Hollow ● Solid | ✅ Heat treated ✅ Not heat treated | Anti-deformation algorithm ensures mark-free surfaces; adaptive to oxide layers. |
| 2 | Copper & Alloys | Pure Copper (Cu) Brass/Bronze Copper Alloys | ○ Hollow ◐ Semi-Hollow ● Solid | ✅ Heat-Treated ✅ Non Heat-Treated | Anti-galling mode for soft materials; special thermal process for high conductivity. |
| 3 | Carbon & Alloy Steels | Carbon steel Alloy steel | ○ Hollow ◐ Semi-Hollow ● Solid | ✅ Heat-Treated ✅ Non Heat-Treated | High-torque mode with dynamic pressure compensation for varying hardness. |
| 4 | Stainless Steels | Austenitic Ferritic Martensitic | ○ Hollow ◐ Semi-Hollow ● Solid | ✅ Heat-Treated ✅ Non Heat-Treated | Low-speed, high-force control is used to prevent work hardening, and special process parameters are applied for stainless steel materials. |
| 5 | Special Alloys | Titanium Alloys Nickel-Based Alloys | ○ Hollow ◐ Semi-Hollow ● Solid | ✅ Heat-Treated ✅ Non Heat-Treated | Optional inert gas protection process for reactive & hard-to-form materials. |
   | |||||
Explanation of Orbital Riveting Working Principle
| This unique motion of the ST-MSF-3000 Servo Riveting Machine transforms axial force into a uniform radial material flow. It results in reliable, crack-free joints with a smooth finish, using only 10% to 20% of the force required by traditional press riveting. | 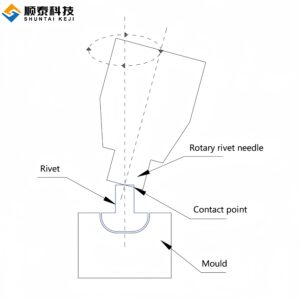 |
| Orbital riveting is an advanced cold-forming process maintaining a precise tilt angle (typically 3 to 8 degrees) between the spindle and die. During operation, the spindle drives the die in a continuous 360 degree eccentric orbital movement while feeding along the Z-axis. | 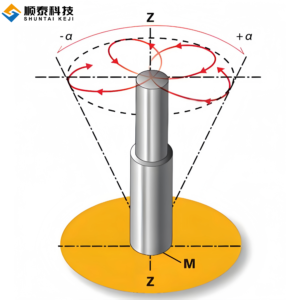 |
Advanced Features of ST-MSF-3000 Servo Riveter
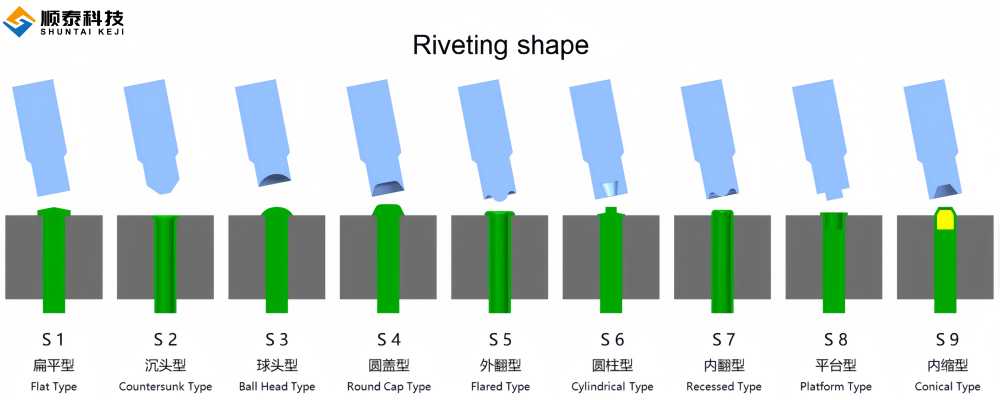
Our servo orbital riveting enables diverse shapes — including Flat, Countersunk, Ball Head, Flared, and Custom forms — to meet varied functional and space requirements. We provide standard shape options (S1–S9) and support tailored designs for precise, reliable, and space-efficient joints.
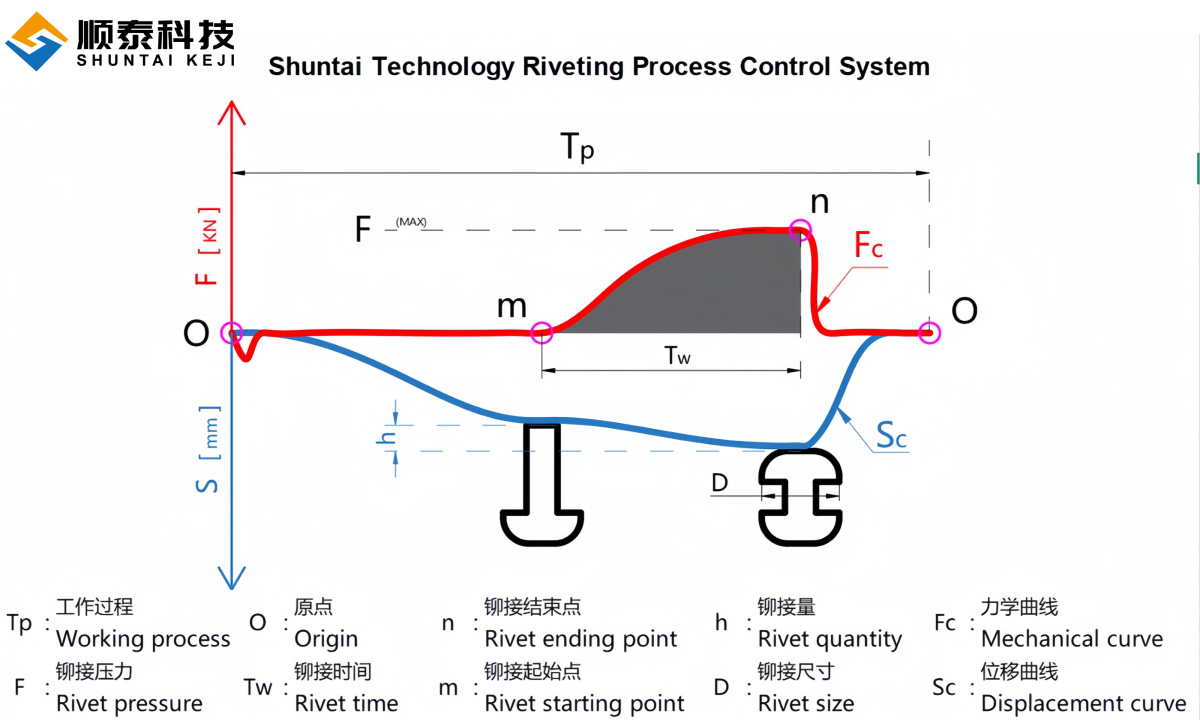
Shun Tai Technology Servo Riveting Machine Core Control System
Suntech Servo Riveting Technology replaces traditional pneumatic/hydraulic drives with a “PLC CNC System + Servo Motor,” doubling rotational speed while maintaining high efficiency and precision. Its core advantages span three key dimensions: intelligent control, quality traceability, and system integration.
| Category | Core Functions | Key Advantages |
| Intelligent Control | CNC, PLC control, dynamic PID, programmable control, parameter compensation, multi-mode control, HMI | Full digital precision control, adaptive adjustment, simple operation, supports complex processes |
| Quality & Traceability | Real-time quality judgment, full data traceability | Real-tiemonitoring, automatic defect rejection, complete auditable data |
| System Integration | Multi-scenario interfaces, high response, high safety, easy integration | Quick integration into automated lines, fast response, enables flexible production |
 | ||
| Suntech’s technology not only significantly improves riveting efficiency and precision but also, through its intelligent and information-based capabilities, provides reliable support for high-quality, traceable, and flexible production. | ||
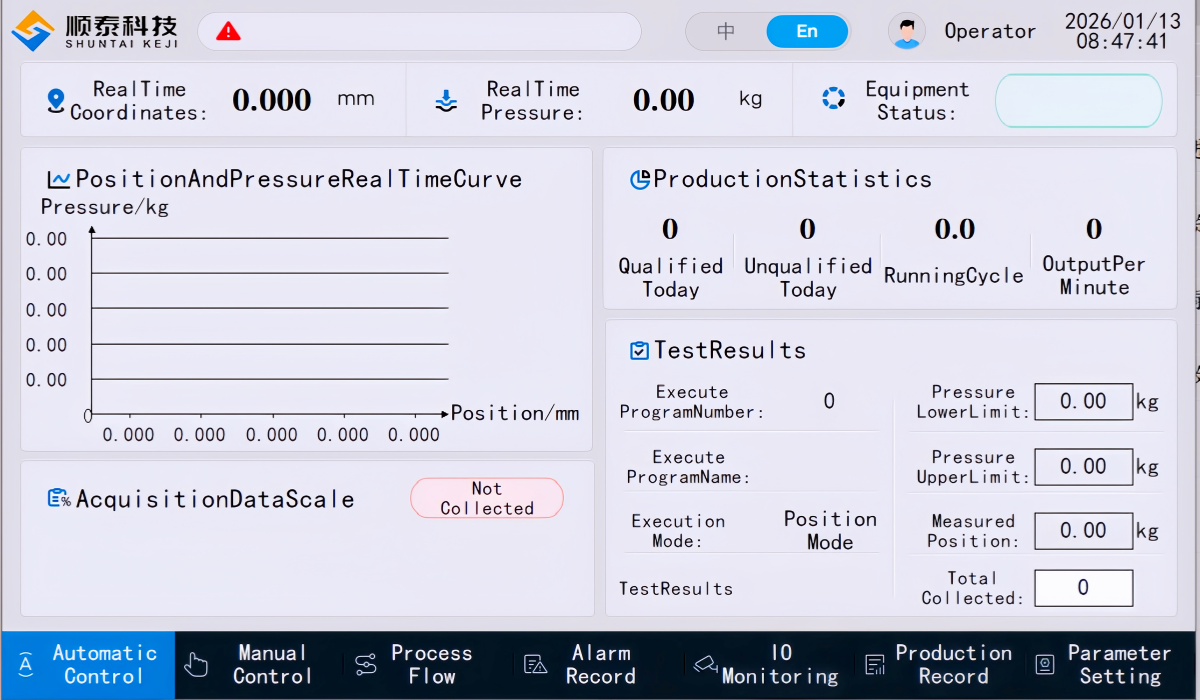
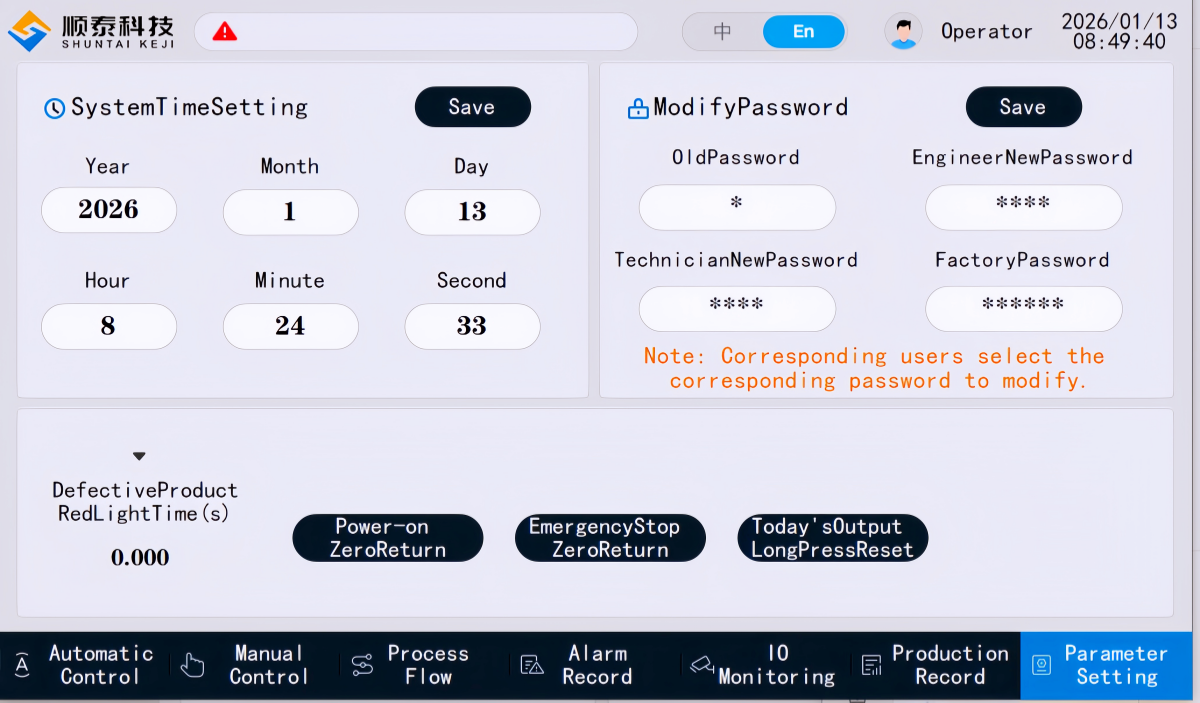
Operating control system
| Automatic control interface
|
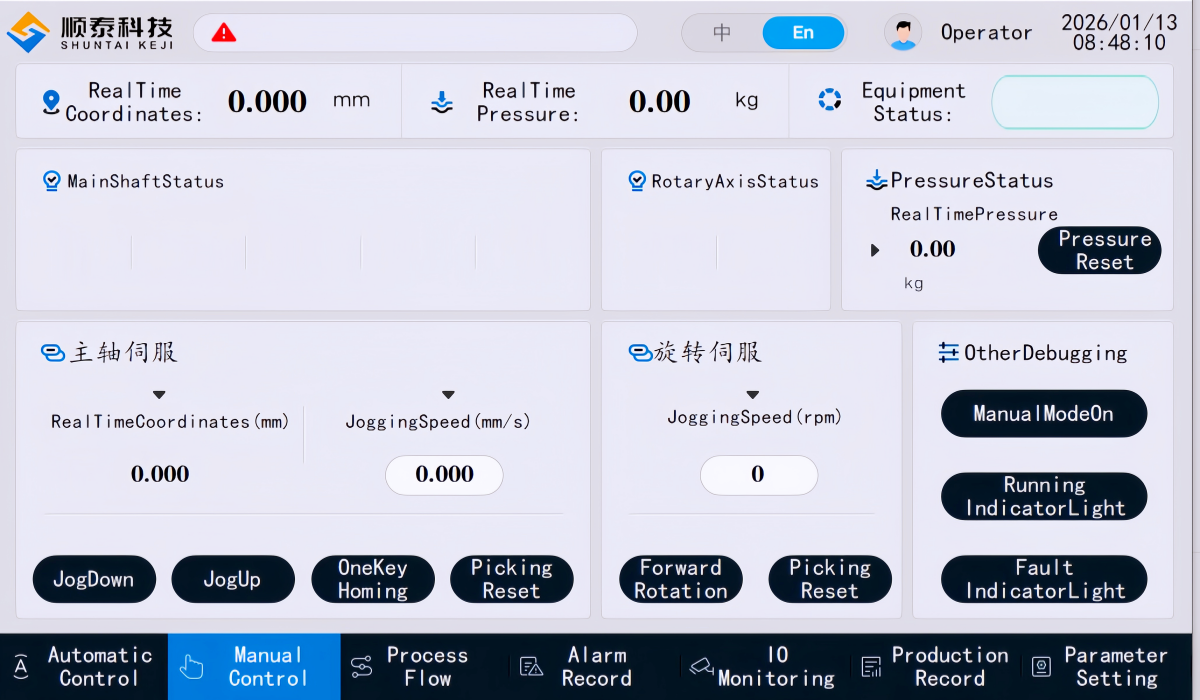
| Manual control interface
|
| System settings interface
|
Equipment detailed design
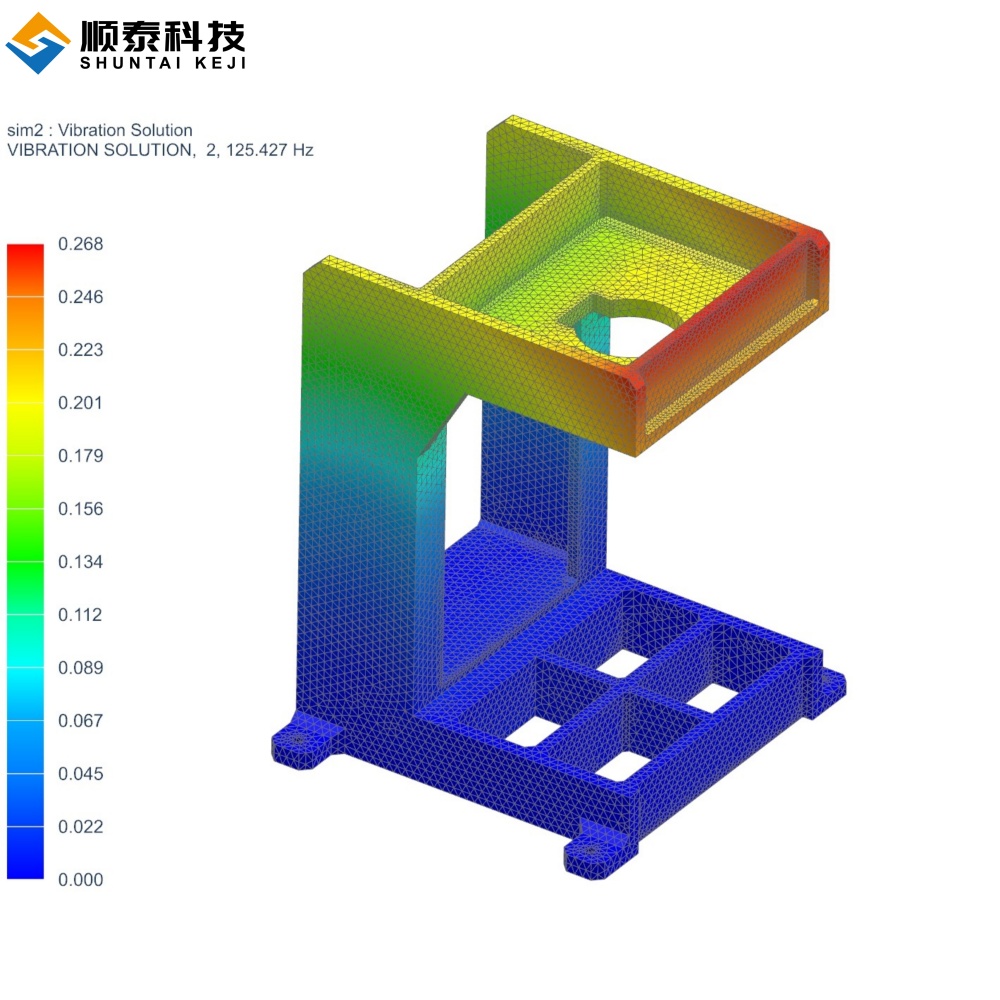
| The ST-MSF-3000 Servo Riveting Machine features a one-piece HT cast iron body for superior rigidity and deformation resistance. This integrated design enhances equipment stability, precision, and durability, extending service life for decades. |  |
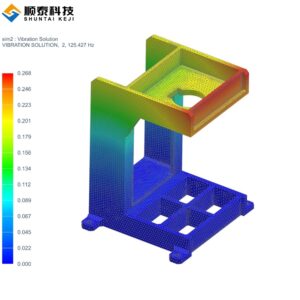 | Verified by CAE structural analysis, the design of our Servo Riveting Machine meets high redundancy and safety standards. Our integrated coaxial power head solution reduces displacement deviation and vibration, significantly improving the operational reliability of the ST-MSF-3000 Servo Riveting Machine. |
| The exterior design of this Servo Riveting Machine is based on ergonomic principles, tailored for operators of different ages and body types. By prioritizing safety, efficiency, and aesthetic appeal, the ST-MSF-3000 Servo Riveting Machine ensures exceptional ease of operation for modern high-end manufacturing. |  |
 | Utilizing integrated high-performance industrial PLCs and HMIs, the ST-MSF-3000 Servo Riveting Machine is controlled by a core algorithm system with independent intellectual property rights. This advanced Servo Riveting Machine ensures that control accuracy and application modes are significantly improved for high-precision manufacturing. |
| By adopting an integrated coaxial power head solution in this Servo Riveting Machine, we combine displacement, rotation, and pressure sensors into a single unit. This specialized Servo Riveting Machine design effectively reduces displacement deviation and vibration, thereby improving the overall reliability of equipment operation. |  |
 | The ST-MSF-3000 includes rich expansion interfaces for ERP and MES integration, supporting complete digital transformation. Universal international power connectors ensure compatibility across different regions. |
| The design of the ST-MSF-3000 Servo Riveting Machine emphasizes attention to detail, including active cooling vents and exhaust ports for long-term stability. Safety is a top priority, with the power connector of this Servo Riveting Machine using universal international standards. Additionally, an external discharge expansion port is included in this Servo Riveting Machine to accommodate a wider range of high-precision usage scenarios. | 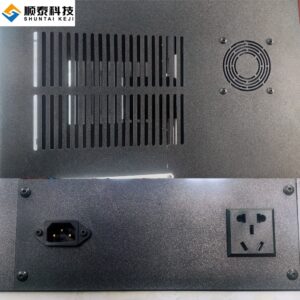 |
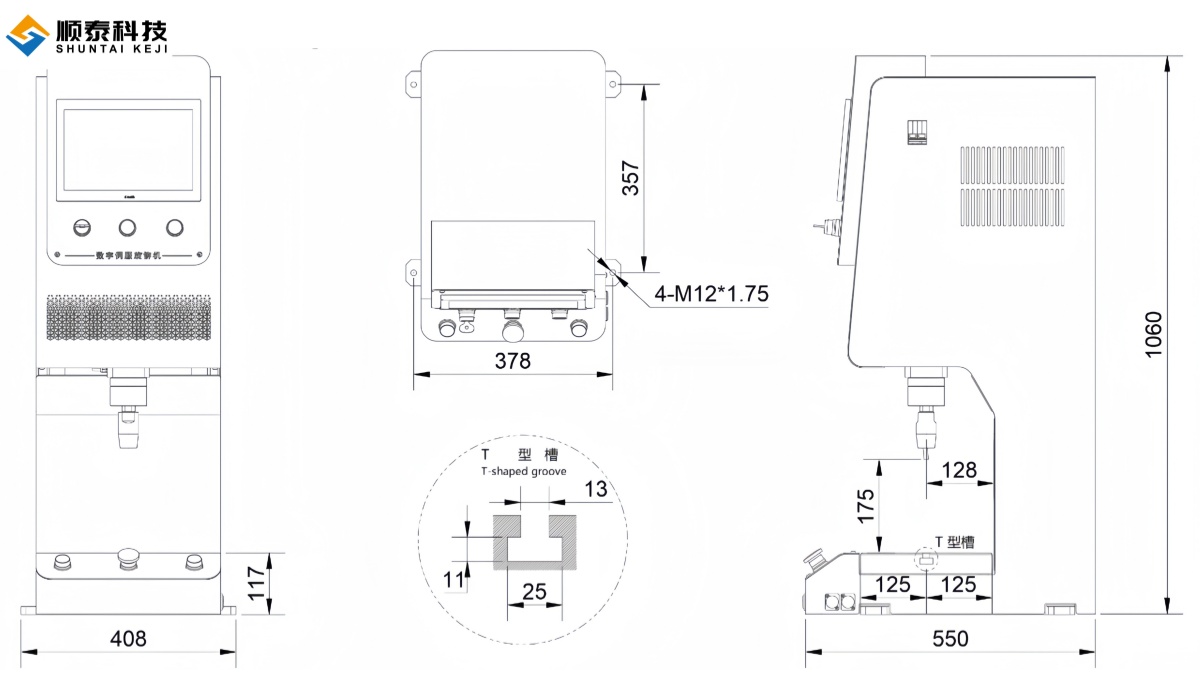
Servo riveting machine dimensions diagram
Equipment mass production site
 |  |
Equipment mass production site
 |  |
Trademarks and ISO certificates
 |  |
Riveting machine software copyright
 |  |
Servo riveting machine patent
 |  |
Other certificates
 |  |  |
SHUNTAI Technology Factory Video
SHUNTAI Technology Company Profile

Ningbo Shuntai Automation Co., Ltd. originated from the Automation Division of Hongheng Precision. Since 2005, the company has dedicated itself to the R&D and manufacturing of automation technology, and began independent operation in 2015. As a National High-Tech Enterprise certified with ISO standards, the company boasts an R&D and management team with decades of industry experience.
We specialize in providing innovative and intelligent integrated automation solutions for high-end electronics manufacturing, advanced semiconductor equipment, and automotive parts. In the areas of rotary riveting and press riveting processes, we hold multiple core patents and software copyrights. Located in the Ningbo High-tech Zone, the company benefits from a strategic position close to Beilun Port, ensuring efficient logistics and a strong ability to respond swiftly to global market demands. Shuntai Automation is driven by R&D and committed to becoming a world-leading partner for high-end automation solutions.
SHUNTAI Technology Workshop Showcase
 |  |  |  |
 |  |  |  |
SHUNTAI Technology
We look forward to working with you to reach new heights in the manufacturing industry!

